接着の技術
溶剤接着について
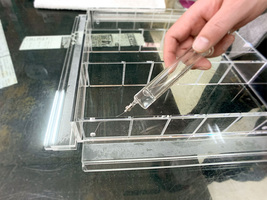
ジクロロメタンなどの樹脂を溶かす溶剤を使って接着する方法です。粘着剤でくっつけるのではなく、表面を溶かして素材同士を一体化させるので強力な接着強度が得られます。
溶剤はサラサラとした液状で、注射器を使って接着面に注入します。空気が入ったり、溶剤が多すぎても少なすぎてもきれいな接着面になりません。熟練の技が要求されます。
サイズが大きいと接着も難しくなりますが、弊社では大型什器の製作実績が多数あります。
トメ接着、イモ接着とは?
アクリル製品の製作において、部材と部材をどのような角度・方法で接着するかによって、仕上がりの見た目や強度は大きく変わります。
代表的な接着方法には「トメ接着」と「イモ接着」の2種類があります。
それぞれの特徴と使い分けについてご紹介します。
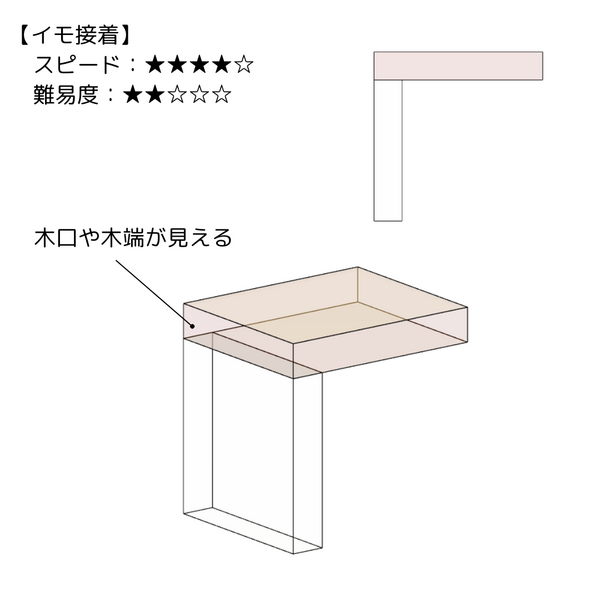
【イモ接着】
- 板の断面同士をそのまま垂直や平行に貼り合わせる基本的な接着方法
- 最も一般的で、きれいに安定して組み立てることができる
- 強度が高く、構造物としての安定感がある
- 接着面が見えるため、仕上がりはややシンプル・実用的
- 木口や木端を磨くことで、表面と同じような輝き・透明感を出すことができる
- 木口や木端には、印刷・彫刻などの加工を施すことができない
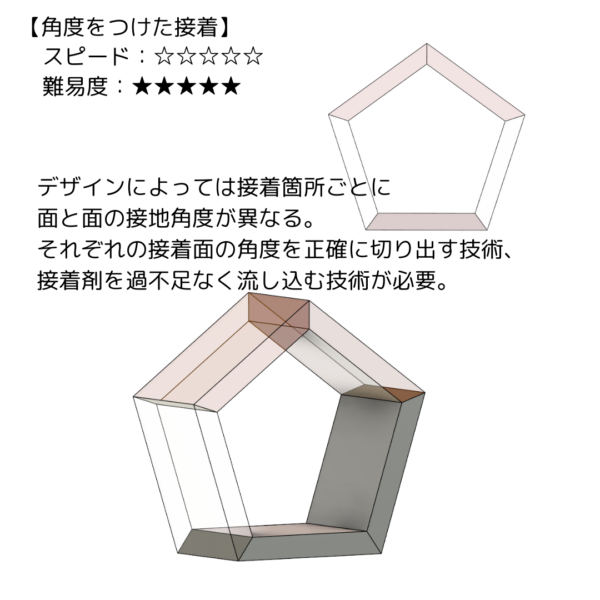
【トメ接着】
- 2つの部材を斜めにカットして接合する方法
- 接合部が連続して見えるため、一体感があり、木口や木端も隠れるので見た目が美しい
- 2つの部材でプリントや彫刻がつながるようなデザインが可能
- 繊細な加工で難易度が高く、欠けも起きやすい。高級感のある製品に向いている。
- 板厚が異なる部材の接着や、角度をつけて接着する場合にはさらに難易度が高くなる

六面体(サイコロ形状)の膨張
アクリルをサイコロのように完全に閉じた形状にすると、膨張が起こります。これは、接着に使用する溶剤が中に閉じ込められて揮発(気化)することで、内部の圧力が上がり、アクリルの板が外側に押されるためです。
特に完全に密閉された構造では、逃げ場のない溶剤のガスが内圧を生んで、目に見える変形が発生します。接着直後には目立たなくても、接着剤の揮発がゆっくりと内部で進み、数時間〜数日後に膨張が進行することがあります。
対策としては、小さな空気穴(通気口)を設けて、ガスの逃げ道をつくる必要があります。

気泡について
アクリルの溶剤接着には「気泡」がつきものです。
無気泡で接着して欲しいというご要望をいただくことがあるのですが、簡単なことではありません。
当社ではご要望があれば、特に熟練した職人が接着を担当し、美観に優れた製品のご提供をしております。

【1】接着時に気泡が入る現象とその原因
アクリルを溶剤接着する際、接着面に気泡が入り込んでしまうことがあります。これは以下のような理由によって発生します。
1.接着面の不完全な密着
- 表面にゴミやホコリが付着している
- 面が完全にフラットでない(歪みや反り)
- 湿気や指紋による油分が残っている
2.溶剤の流し込み方法が不適切
- 溶剤を一気に流し込みすぎて、空気を巻き込んでしまう
- 接着面の端からではなく中央から流し込んでしまい、空気の逃げ道がなくなる
3.接着速度が速すぎる
- 接着時に圧力をかけすぎると、空気が逃げ切らずに閉じ込められる
- 硬化が早すぎて、空気が抜ける前に固まってしまう
4.環境要因
- 高温多湿な環境下では気泡が発生しやすくなる
- 溶剤が蒸発しやすく、粘度が上がることで気泡が残りやすくなる
【2】経年劣化による気泡の発生
接着した直後は透明でキレイに見えても、数か月〜数年経過すると、小さな気泡がジワジワ出てくることがあります。
1.溶剤の残留揮発成分
- 溶剤が完全に揮発していなかった場合、内部に残った揮発成分が時間をかけて気化し、小さな気泡を形成する
- 溶剤接着は空気や水分を完全に閉じ込めやすく、“微細な水分や空気”が、時間とともに膨張する
2.接着面の応力(内部応力)
- 加工時にアクリル板に生じた残留応力(曲げ、切断など)が、経年とともに緩和し、接着面に微細なズレを起こして空隙ができる
3.紫外線や温度変化による劣化
- 長期間にわたって紫外線にさらされると、アクリル自体が微細に収縮や変形を起こし、接着部分にわずかな空間が生じる
- 夏と冬の温度差や結露などの湿度変化によっても、接着面の膨張・収縮が繰り返され、気泡のような現象が現れる
4.材料同士の膨張率の違い
- 異なるロットやメーカーのアクリル板を接着した場合、膨張率の違いからわずかな剥離やズレが生じ、そこに空気が入り込む
当社の気泡対策
みやび工芸では気泡対策として下記を行っています。
また、ご要望があれば、特に熟練した職人が接着を担当し、美観に優れた製品のご提供をしております。
- 接着前の脱脂・清掃を徹底
- 平滑な接着面を準備(必要に応じて面出し)
- 溶剤は少量ずつ、毛細管現象を利用して端から注入
- 弊社の独自配合の溶剤で硬化時間を調整
- 適切な環境(温度20〜25℃、湿度50%以下)で作業
- 接着後は十分な硬化時間(24時間以上)を確保
- 長期的な使用を考慮し、応力除去処理(アニール処理)
※このような対策を行っていても、ご使用環境(温度・湿度の変化や紫外線の影響など)や経年による材質の変化により、接着部に微細な気泡が生じる場合があります。これらの現象は、製品の構造上避けることが難しい経年劣化の一種と考えられるため、保証の対象外とさせていただきます。あらかじめご了承ください。
可視光重合接着
特定の波長の可視光線を照射して、液体を固体に化学変化させる技術です。歯科の虫歯治療などにも使われている技術です。
溶剤接着で気泡が入らないようにすることは難しいですが、可視光重合接着では面と面のような広い範囲も気泡なくキレイに接着することができます。
【確かな技術力で、あなたの課題を解決します】
この記事でご紹介した接着技術を駆使し、高品質で美しい仕上がりを実現します。専門家による技術的なご相談から、お見積り依頼までぜひお気軽にご連絡ください。
技術相談・見積もり依頼はこちら